In industrial fluid systems, ensuring smooth and safe pump operation is essential for maintaining productivity and minimizing downtime. One of the most critical components used for pump protection is the automatic recirculation valve. Designed to prevent damage caused by low-flow conditions, this valve automatically regulates minimum flow and recirculates excess fluid back to the system.
Selecting a high-quality automatic recirculation valve is not just about meeting operational needs—it’s about improving efficiency, reducing maintenance, and ensuring long-term system reliability. Below is a detailed and informative guide to the key features you should consider before making a decision.
Understanding the Role of an Automatic Recirculation Valve
Before diving into features, it’s important to understand how an automatic recirculation valve works. In centrifugal pump systems, operating below the minimum flow requirement can lead to overheating, cavitation, and internal damage. The valve automatically opens a bypass line when flow drops below a set level, allowing fluid to recirculate and maintain safe operating conditions.
This intelligent, self-operating mechanism eliminates the need for manual intervention and enhances system protection.
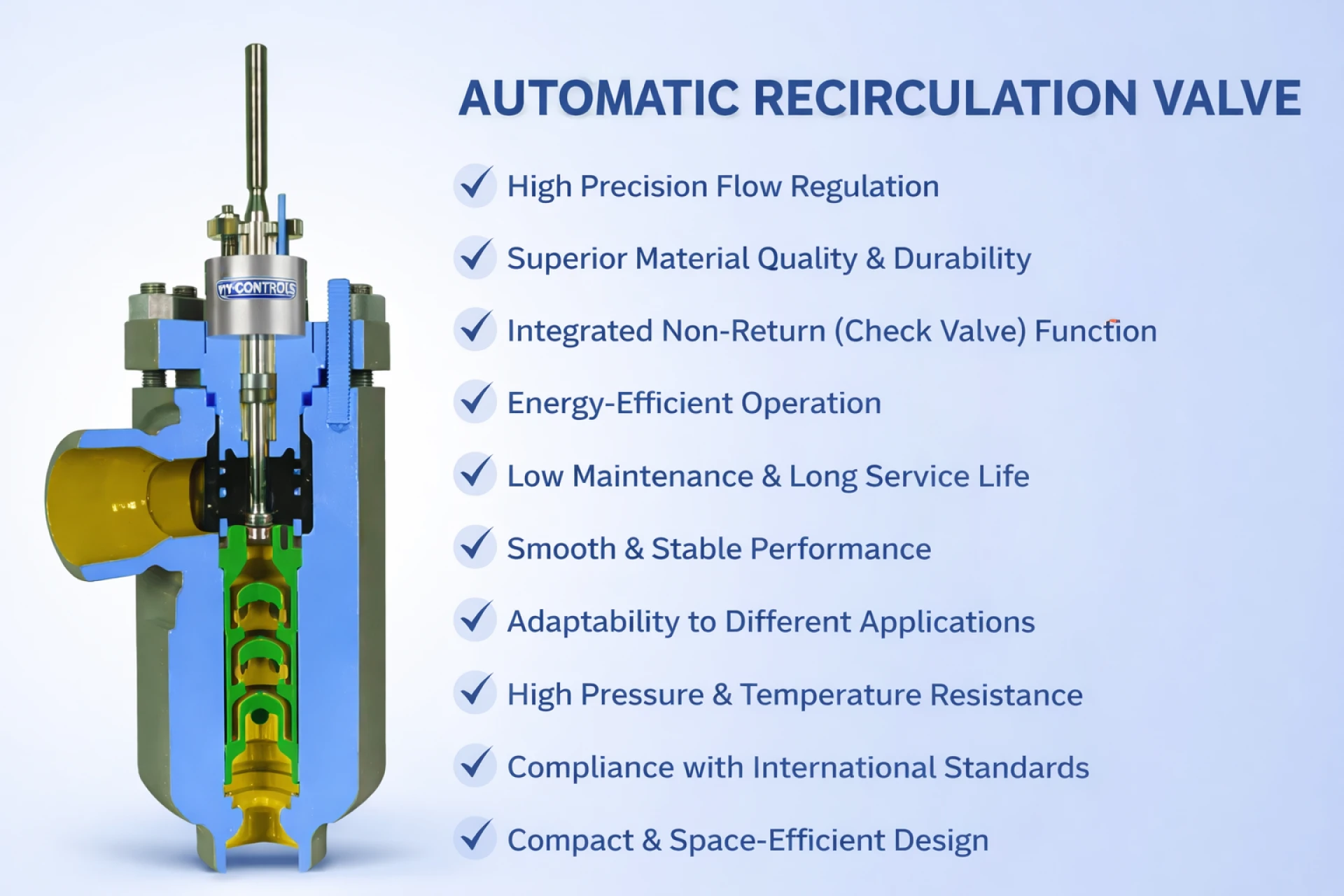
1. High Precision Flow Regulation
A premium automatic recirculation valve should offer accurate and responsive flow control. Precision ensures that the valve opens and closes at the correct flow thresholds, maintaining the minimum flow required for safe pump operation.
Poor flow control can lead to inefficient recirculation or insufficient protection, both of which can harm system performance. Therefore, selecting a valve with finely tuned internal components is essential for consistent operation.
2. Superior Material Quality and Durability
Industrial environments often expose equipment to high pressure, temperature fluctuations, and corrosive fluids. A high-quality automatic recirculation valve must be built from robust materials such as stainless steel, alloy steel, or duplex steel.
These materials provide excellent resistance to corrosion, erosion, and wear, ensuring long service life even in demanding conditions like oil & gas plants, chemical processing units, and power generation facilities.
3. Integrated Non-Return (Check Valve) Function
An efficient automatic recirculation valve typically includes a built-in non-return mechanism. This prevents reverse flow, which can cause serious damage to pumps and disrupt system balance.
By combining recirculation and check valve functions into a single unit, the system becomes more compact, cost-effective, and easier to install. This integration also reduces the number of components required, minimizing potential points of failure.
4. Energy-Efficient Operation
Energy efficiency is a major concern in modern industrial systems. A well-designed automatic recirculation valve minimizes unnecessary recirculation, ensuring that only the required amount of fluid is bypassed.
This optimized operation reduces energy consumption and improves overall system efficiency. Over time, this translates into significant cost savings, especially in large-scale operations where pumps run continuously.
5. Low Maintenance and Long Service Life
Maintenance costs can significantly impact operational budgets. A high-quality automatic recirculation valve is designed with minimal moving parts and a self-contained mechanism, reducing wear and tear.
Additionally, easy accessibility for inspection and servicing ensures that maintenance tasks can be carried out quickly and efficiently. Choosing a valve with a proven track record of durability helps minimize unexpected downtime.
6. Smooth and Stable Performance
The internal design of the valve plays a crucial role in ensuring smooth operation. Features such as guided pistons, damping systems, and precision springs help maintain stable flow transitions and prevent sudden pressure surges.
A stable automatic recirculation valve protects not only the pump but also the entire piping system from stress and vibration, ensuring consistent performance across varying operating conditions.
7. Adaptability to Different Applications
Industries have diverse requirements, and a one-size-fits-all approach does not work for flow control systems. A high-quality automatic recirculation valve should offer flexibility in design, size, and configuration.
Whether used in boiler feed systems, refinery processes, water treatment plants, or chemical industries, the valve should be adaptable to different flow rates, pressures, and installation conditions.
8. High Pressure and Temperature Resistance
In many industrial applications, valves are exposed to extreme conditions. A reliable automatic recirculation valve must be capable of handling high-pressure environments and elevated temperatures without compromising performance.
This feature is especially important in critical operations where system failure can lead to safety risks and production losses.
9. Compliance with International Standards
Quality assurance is essential when selecting industrial components. A high-performance automatic recirculation valve should comply with recognized standards such as API, ASME, and ISO.
These certifications indicate that the valve has undergone rigorous testing and meets global benchmarks for safety, reliability, and performance.
10. Compact and Space-Efficient Design
Industrial setups often face space limitations, especially in retrofit projects. A compact automatic recirculation valve design helps optimize available space without sacrificing functionality.
Integrated features further reduce the need for additional piping and accessories, making installation simpler and more efficient.
11. Noise and Vibration Reduction
Excessive noise and vibration are often signs of inefficient flow control. Advanced automatic recirculation valves are engineered to reduce turbulence and stabilize fluid movement, resulting in quieter and smoother operation.
This not only enhances system performance but also contributes to a safer and more comfortable working environment.
12. Cost-Effectiveness Over Time
While initial cost is an important factor, long-term value should be the primary focus. A high-quality automatic recirculation valve may have a higher upfront cost, but it delivers better performance, reduced maintenance, and longer lifespan, resulting in lower total cost of ownership.
Investing in quality ensures fewer replacements and less downtime, ultimately improving operational efficiency.
Conclusion
Choosing the right automatic recirculation valve is essential for maintaining pump safety, improving system efficiency, and reducing operational risks. By focusing on features such as precision flow control, durable construction, energy efficiency, and compliance with industry standards, industries can ensure reliable and long-lasting performance.
A well-selected valve not only protects critical equipment but also enhances overall productivity and cost efficiency. For dependable and high-performance solutions, Vytal Controls stands out as a trusted name in delivering advanced automatic recirculation valve technology for modern industrial applications.


