Introduction
The manufacturing industry is undergoing a massive digital transformation. Traditional factories are rapidly evolving into smart factories, where advanced technologies such as IoT, AI, automation, and ERP systems work together to optimize production. Smart factories are not only reducing operational costs but also significantly increasing output, quality, and efficiency—giving manufacturers a competitive edge in a fast-changing global market.
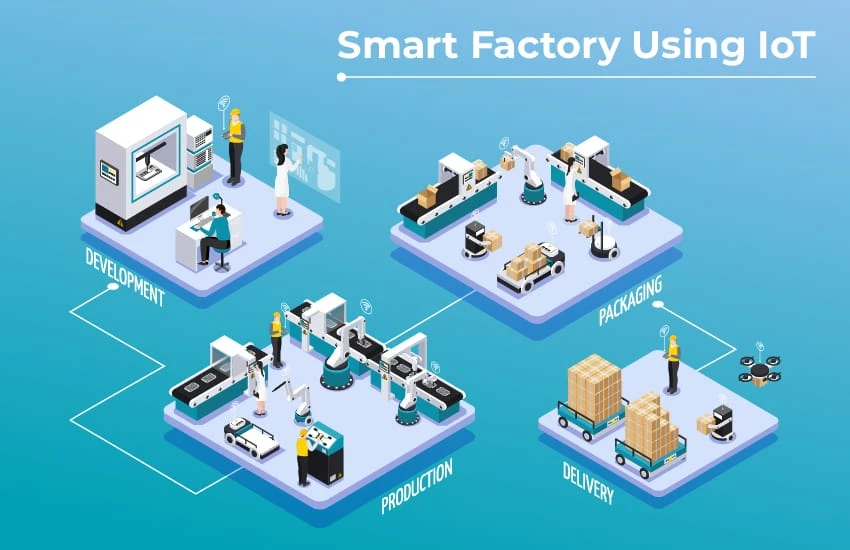
What Is a Smart Factory?
A smart factory is a highly digitized manufacturing environment where machines, systems, and people are connected through real-time data. By leveraging intelligent technologies, smart factories can:
- Monitor production in real time
- Predict equipment failures
- Automate decision-making
- Optimize resources and workflows
At the core of this transformation is a manufacturing ERP system that integrates all business processes into a single, unified platform.
Key Technologies Powering Smart Factories
1. Industrial Internet of Things (IIoT)
Sensors connected to machines collect real-time data on performance, temperature, energy usage, and downtime. This data helps manufacturers identify inefficiencies and take immediate corrective action.
2. Artificial Intelligence & Machine Learning
AI analyzes large volumes of production data to predict demand, optimize scheduling, and improve quality control—reducing waste and rework.
3. Automation & Robotics
Automated machines and robotic systems handle repetitive and precision-based tasks, increasing production speed while minimizing human error.
4. ERP for Manufacturing Industry
A modern ERP for manufacturing industry integrates production planning, inventory, finance, procurement, and sales—providing full visibility across operations.
How Smart Factories Reduce Manufacturing Costs
1. Lower Equipment Downtime
Predictive maintenance powered by IoT and AI identifies potential machine failures before they occur. This reduces unplanned downtime and costly emergency repairs.
2. Reduced Material Waste
Smart factories monitor raw material usage in real time, minimizing scrap and overproduction. Accurate demand forecasting ensures optimal inventory levels.
3. Optimized Energy Consumption
Energy monitoring systems help manufacturers reduce electricity and fuel costs by identifying energy-intensive processes and inefficiencies.
4. Improved Labor Productivity
Automation reduces reliance on manual labor for repetitive tasks, allowing employees to focus on higher-value activities like quality assurance and process improvement.
How Smart Factories Increase Output
1. Faster Production Cycles
Automation and real-time monitoring streamline workflows, enabling faster production without compromising quality.
2. Enhanced Quality Control
AI-driven quality inspections detect defects early in the production process, reducing rework and ensuring consistent product quality.
3. Real-Time Decision Making
With dashboards powered by manufacturing ERP software, managers can track KPIs, production status, and bottlenecks instantly—enabling faster and smarter decisions.
4. Scalable Operations
Smart factories easily adapt to changes in demand, product customization, and market conditions, ensuring higher output with minimal disruption.
Role of ERP Systems in Smart Factories
An ERP system is the backbone of a smart factory. The best ERP for manufacturing enables:
- Integrated production planning and scheduling
- Real-time inventory management
- Seamless supply chain coordination
- Accurate cost tracking and financial control
Solutions like Microsoft Dynamics 365 and Odoo Manufacturing ERP help manufacturers achieve end-to-end visibility and control over their operations.
Benefits of Smart Factories for Manufacturers
- Reduced operational costs
- Higher production efficiency
- Improved product quality
- Better customer satisfaction
- Data-driven decision-making
- Increased competitiveness in global markets
Challenges in Smart Factory Implementation
While smart factories offer immense benefits, manufacturers may face challenges such as:
- High initial investment
- Integration with legacy systems
- Skill gaps in workforce
- Data security concerns
These challenges can be overcome with the right digital strategy, phased implementation, and a reliable ERP implementation partner.
Future of Smart Manufacturing
The future of manufacturing lies in fully connected, autonomous smart factories. As technologies continue to evolve, manufacturers that invest early in digital transformation will gain long-term advantages in cost efficiency, productivity, and innovation.
Conclusion
Smart factories are transforming the manufacturing industry by reducing costs and increasing output through automation, real-time data, and advanced ERP solutions. By adopting a robust manufacturing ERP system and embracing smart technologies, manufacturers can build agile, efficient, and future-ready operations.