
The manufacturing sector lies at the heart of global economic activity, producing essential goods and driving innovation. However, as industries evolve, so too do their challenges. Among the most pressing today is the need for sustainable practices, with energy management in manufacturing taking center stage. Achieving energy efficiency is no longer optional; it's the future.
Below, we explore how energy-efficient measures are revolutionizing manufacturing plants and influencing long-term industrial strategies.
Why Energy Efficiency in Manufacturing Matters
Efficient energy utilization in manufacturing isn't just about cutting costs; it's a critical component of environmental sustainability. The industrial sector accounts for over 30% of global energy consumption, making it one of the leading contributors to greenhouse gas emissions. By adopting energy-efficient practices, manufacturing plants can reduce their environmental footprint while simultaneously improving operational efficiency.
Key Benefits of Energy Efficiency:
- Cost Reduction: Lower energy use directly translates to reduced utility bills.
- Improved Competitiveness: Energy-efficient plants can offer more competitive pricing for their products.
- Regulatory Compliance: Many governments mandate energy efficiency, offering incentives for compliance.
- Enhanced Reputation: Sustainable practices resonate with customers and stakeholders.
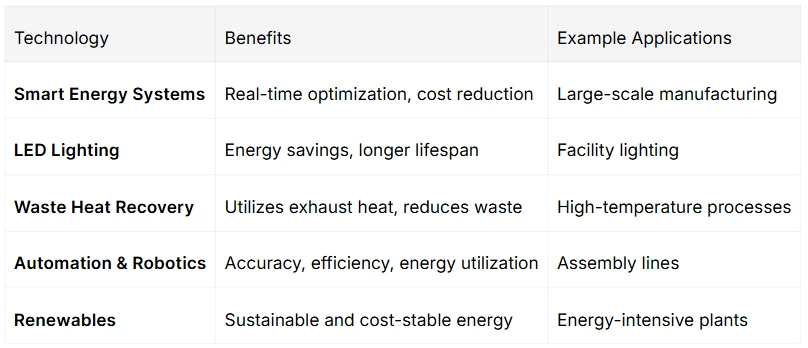
Technologies Driving Energy Efficiency
1. Smart Energy Management Systems
Modern plants are heavily investing in smart systems to monitor and optimize energy use in real time. These systems collect data from sensors placed throughout the facility and use analytics to identify inefficiencies.
Benefits of Smart Management Systems:
- Real-time energy tracking
- Cost-saving automation features
- Reduction in equipment downtime
2. LED Lighting Solutions
Switching to LED lighting significantly reduces energy consumption while increasing the longevity of light sources. Unlike traditional bulbs, LEDs use up to 75% less energy and last up to 25 times longer.
Pro Tip: Replacing outdated lighting with LED alternatives in high-use areas such as factories, warehouses, and offices can result in substantial year-on-year savings.
3. Industrial Heat Recovery Systems
Heat recovery systems capitalize on waste heat generated by industrial equipment, repurposing it for other processes. This approach increases overall energy utilization efficiency without adding to the consumption.
4. Automation and Robotics
Automated systems often use less energy than manual processes by optimizing operation timing and reducing errors, which often leads to resource waste.
Quick Fact: A fully automated production line can support energy savings of up to 30% compared to traditional operations.
5. Renewable Energy Integration
Manufacturers increasingly incorporate on-site renewable energy sources such as solar panels, wind turbines, or bioenergy systems. These alternatives not only supply green energy but also shield businesses from rising utility costs.
Steps Toward Greater Energy Efficiency
Transitioning into an energy-efficient manufacturing plant involves planning and investment. Below is a step-by-step guide for manufacturing businesses:
1. Conduct an Energy Audit: The first step is knowing where energy inefficiency lies. Professional audits identify areas to improve and quantify potential cost savings.
2. Prioritize Upgrades for High-Energy Equipment: Machinery with the highest energy demands should be upgraded or replaced first. Energy-efficient motors, compressors, and HVAC systems can have an immediate impact on energy savings.
3. Leverage Staff Training: Energy management isn't just about tools—people play a significant role. Training employees on best practices ensures sustainable energy use on the production floor.
Example: Educating machine operators about optimal run speeds and maintenance techniques can lead to a 5-10% reduction in energy consumption.
4. Implement Renewable Solutions: Harness renewable energy through methods like rooftop solar installations or purchasing green energy plans from utilities.
5. Monitor and Adjust: Energy management is an ongoing process. Use tools like IoT-enabled smart devices to track long-term improvements and adjust strategies accordingly.
The Economic Impacts of Energy Efficiency
Energy efficiency isn’t just beneficial for the environment—it’s a financial boon for manufacturers. Studies suggest that companies investing in energy-efficient technologies enjoy returns on investment within 2-5 years. Beyond direct savings, businesses also gain a competitive edge in markets increasingly driven by consumer demand for sustainability.
Case Example:
A leading automotive manufacturer implemented heat recovery systems coupled with smart energy monitors in one of their mega plants. The result? They cut annual energy costs by 22% and avoided local compliance fines on carbon emissions.
Energy Efficiency at the Heart of Sustainability Goals
Global sustainability objectives, including the Paris Agreement, emphasize the urgent need to limit emissions. Energy-efficient manufacturing is key to meeting these goals. Forward-thinking manufacturers are setting ambitious "net-zero" targets, combining technology, modernized processes, and green energy adoption.
Quick Stats:
- 81% of U.S. companies with energy-intensive sectors have already adopted formal energy efficiency targets.
- Retrofitting existing manufacturing plants can reduce total energy needs by 20-30% over 5 years.
Pro Tips for Success
- Engage Industry Specialists: Partner with energy consultants to identify the best technologies and strategies for your specific sector.
- Benchmark Progress: Compare your plant’s performance against industry standards to find opportunities for improvement.
Wrap-Up
Energy efficiency represents the future of manufacturing plants, blending economic viability with environmental responsibility. By incorporating modern energy management systems, adopting innovative technologies, and engaging employees, manufacturers can significantly reduce energy waste and operational costs. With the dual pressures of regulatory compliance and consumer expectations, energy efficiency isn't optional—it's the competitive edge industries need in the years to come.
Consider leveraging benchmarking tools like ENERGY STAR® Portfolio Manager, which provides actionable insights for improving energy efficiency. Learn more at ENERGY STAR's official website.
Key Takeaways:
- Energy efficiency reduces costs, improves sustainability, and drives competitiveness.
- Technologies like automation, heat recovery, and renewable energy can transform manufacturing processes.
- Consistent monitoring and staff engagement are essential for lasting improvements.
Through strategic energy efficiency measures, manufacturing plants can contribute meaningfully to a sustainable future while maintaining profitability and operational excellence.
FAQs
Q1. What is the largest source of energy waste in manufacturing plants?
A1. Inefficient equipment and unoptimized processes are the largest sources. Regular audits can identify these issues.
Q2. How quickly can manufacturers see ROI from energy efficiency projects?
A2. Depending on the investment, returns are usually visible within 2-5 years.
Q3. Are energy-efficient solutions expensive to implement?
A3. Initial costs can be high, but the long-term savings outweigh the upfront investment.


