


Before we explore further, let\'s clarify the friction welding technique used in solid-state welding. Solid-state welding is a procedure for joining materials without using external heat. Instead, the weld is formed by applying external pressure to a solid state. The workpieces that need to be bonded rotate concerning one another during friction welding. Friction is produced by this action, which warms the materials in touch with one another. To finish the welding cycle, a strong pressure force is used. The joining of various metal bars and tubes larger than 100 mm in diameter using a friction welding machine manufacturer is possible.
What is the process of Friction welding?
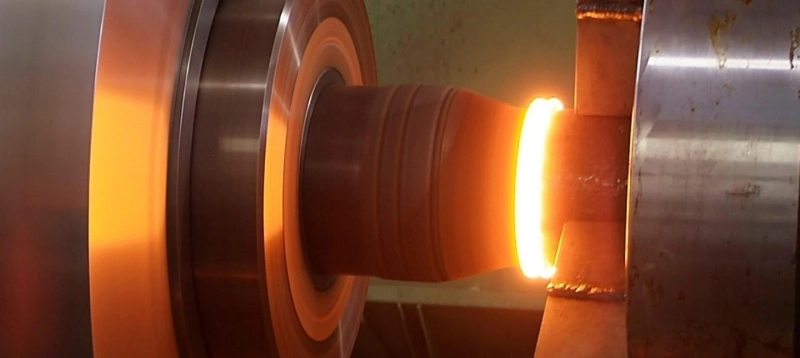
The principles of friction are used in friction welding. At the weld contact, a plastic-forming is produced using friction. For instance, the friction heat produced on steel is typically between 900 and 1300 degrees Celsius. When the appropriate temperature is achieved, an external pressure force is gradually increased until the workpieces fuse permanently.
Although friction welding has various forms, they all operate on the same principles. A rotor-driven chuck holds one workpiece while holding the other still. High rates of rotation are made possible by the rotor for the attached workpiece. The stationary workpiece is pressed against the spinning workpiece with a pressure force. High friction forces are produced when the workpieces come into contact, which causes the surfaces to heat up significantly and cause the two materials to "plasticize" or soften. As soon as the materials become plasticized, the static piece is subjected to greater forging pressure, which forces the two materials to combine.
Types of Friction Welding
Inertia Friction Welding
The chuck and spindle shaft of inertia friction welding are connected to flywheels of various sizes. To rotate the component, a motor is attached to the spindle shaft. The motor is attached to the spindle shaft before the welding cycle begins, and it spins the component at the required speed. The motor is decoupled from the spindle shaft when the desired speed has been reached. The free-spinning parts provide rotational inertia based on the item\'s mass, spindle shaft, chuck, and flywheels. Using the rotating inertia to generate frictional heat when the pieces are brought together, the frictional welding process, as previously stated, begins at this moment.
Direct Drive Friction Welding
The spindle shaft and spindle drive motor are permanently joined during this operation. As the two sections are brought together, the motor continues to push the rotating portion, producing frictional heat. The spindle is continually slowed while the welding process proceeds according to a predetermined CNC programme, halting the spindle at a certain moment. This friction welding is advantageous when a certain alignment between the welded components is needed.
Linear Friction Welding
Similar to inertia friction welding, but without spinning the moving chuck. Instead, it moves laterally in oscillation. Throughout the whole procedure, pressure is applied to the two workpieces. Compared to inertia welding, this procedure requires the workpieces to have high shear strength and use more sophisticated equipment. This technique can join components of any form (instead of just circular interfaces).
Friction Stir Welding
Friction Stir Welding (FSW) FSW is a solid-state joining technique that combines two facing workpieces using a non-consumable tool. The material of the workpiece becomes softened at the point where heat is produced by friction between the revolving tool and the substance. The two pieces of metal\'s softened material are mechanically mixed as the tool travels along the joint line, creating the weld interface by applying mechanical pressure. Modern shipbuilding, railroad, and aircraft applications all make use of FSW.
Orbital Friction Welding
In contrast to rotary friction welding, orbital friction welding rotates both welded components in the same direction and at the same speed but with up to a 1/8" difference in their axes. The pieces are brought back to the same axis when the rotation slows down after the weld cycle is finished, and the forging pressure is kept while the materials re-solidify.
Ready to Begin Friction Welding?
If friction welding is useful for your application, get in touch with Taylor Winfield. We are among the best friction welding machine manufacturers. You can discuss your needs, and we will offer you the best option for friction welding.
0